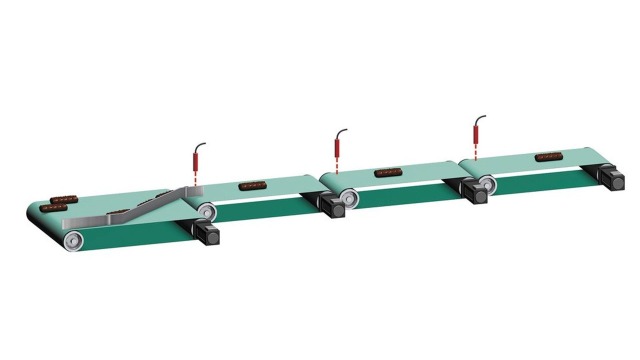
智能横向进给系统
产品在装进盒子之前由多条传送带分组。此程序适用于顶部装载机和侧面装载机。两条单独驱动的、平行的链条或皮带,各自携带一列彼此连接的口袋。在卸货站将满载的列车卸下,然后迅速返回装载站。
填充和密封
IndraDrive Mi 的水平、垂直和热成型填充和密封解决方案降低了电缆和控制柜的费用,借助力士乐 FlexProfile 实现了最快的格式和产品转换,并包含用于优化工程的广泛技术功能。
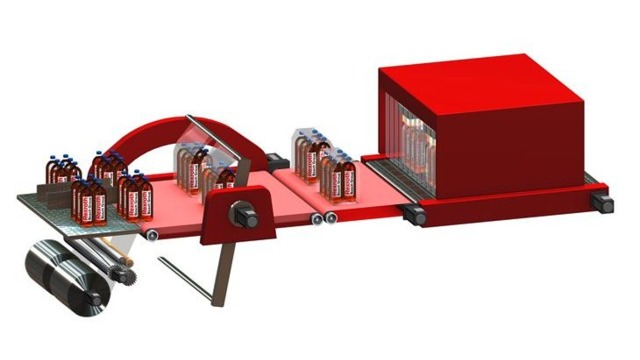
单位包装
横向进给之后,系统将容器带到正确的距离。在把画好的薄膜放置到一组容器上之前,用刀将薄膜切割到准确的长度。伺服控制的机制确保用薄膜封闭容器包。容器包在旁边的收缩隧道中加热。这个流程可以确保典型、稳定的包装形式。
装入纸箱
借助气动抽风机,从库中取出纸箱,然后存放到输送机的口袋,与定序器同步。利用凸轮盘功能,可以同步接管预切割零件。预切割零件夹在定时链中,运送到成型站,并借助电控喷嘴进行粘合。
堆垛与卸垛
所示的码垛机通过 3 轴(X、Y、Z)控制,并允许排列三维产品。PLC 可根据托盘模式和外部影响因素,预定义或计算轨道的运行轨迹和运动框架条件。门户轴由机器人控制系统 (RoCo) 进行控制。RoCo 运动计划器协调所有门户轴的运动。进给、移除轴等其他轴由集成的 PLC 控制。由于门户码垛机实现了最佳空间利用,可在使用抓取器之后直接移除托盘。
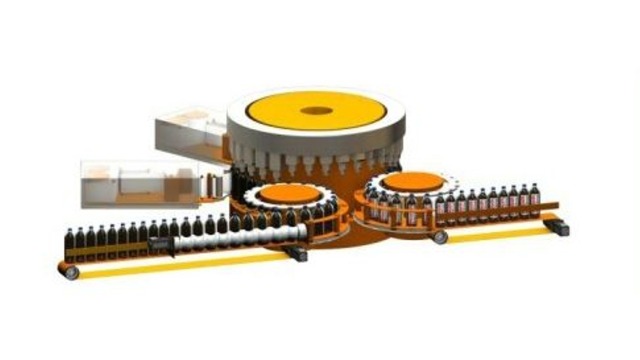
标签和装饰
通过运输带或从积累运输带插入容器。伺服电机驱动的进给星接管容器,并将它们送入容器工作台。它与贴标机的进给螺杆、转盘同步工作。贴标机大多以恒定的速度运行,即容器工作台以针对流程调整的速度旋转。