ĐIỀU KHIỂN CHÍNH XÁC VÀ GIẢI PHÁP SẢN XUẤT LINH HOẠT CHO DƯỢC PHẨM.
Ngành dược phẩm tìm kiếm, phát triển, sản xuất và tiếp thị các loại thuốc hoặc dược phẩm để sử dụng làm thuốc điều trị cho bệnh nhân.
Lĩnh vực này đang có nhu cầu và kỳ vọng chưa từng có về nghiên cứu và phát triển, sản xuất, quản lý chuỗi cung ứng và tối ưu hóa chi phí. Các nhà sản xuất phải đảm bảo chất lượng tối đa trong quá trình vận hành sản xuất lâu dài, giám sát quá trình theo thời gian thực, quản lý linh hoạt và kiểm soát tất cả các thông số quyết định.
Điều khiển chính xác là điều cần thiết trong lĩnh vực này và điều này bắt đầu ngay từ giai đoạn sản xuất. Bạn có thể hưởng lợi từ các thành phần hiệu quả về mặt kinh tế và sinh thái, đồng thời thực hiện các sản phẩm sáng tạo và cạnh tranh của mình.
WE MOVE.
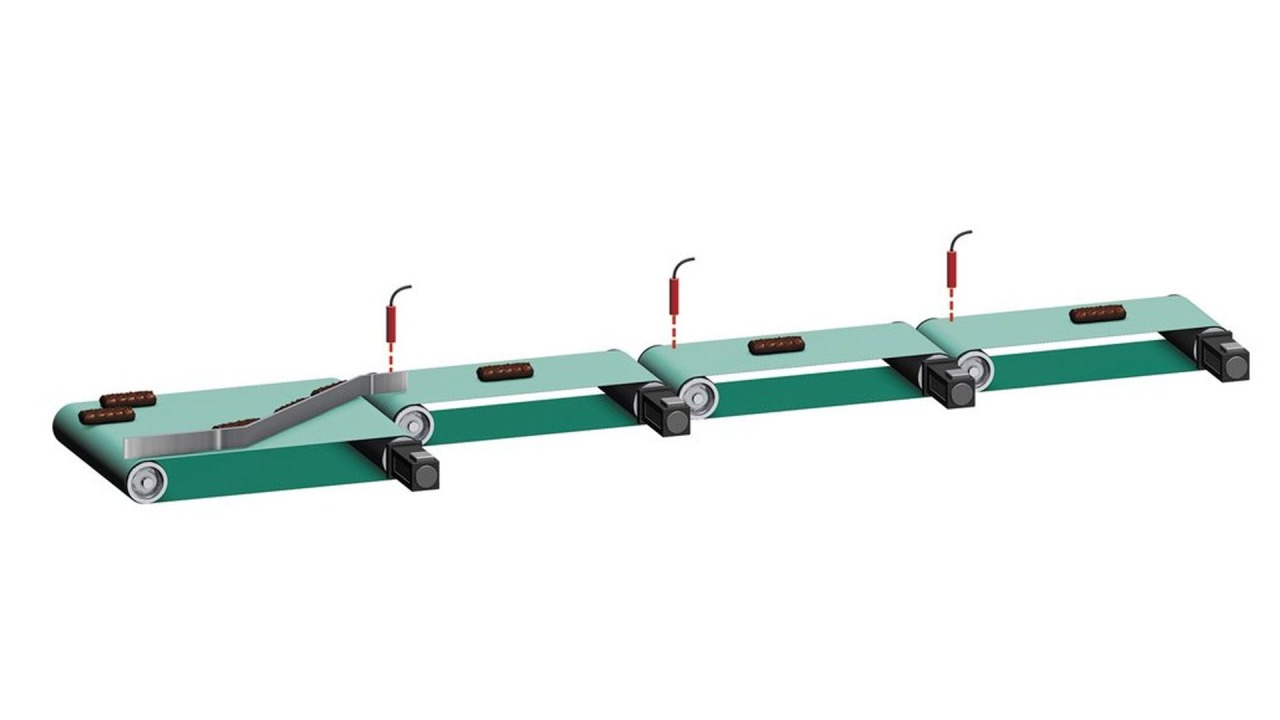
Hệ thống nạp liệu thông minh
Các sản phẩm được phân nhóm theo nhiều dây đai trước khi được đóng vào hộp. Quy trình này được áp dụng cho cả máy tải bên trên và bên cạnh. Hai dây xích hoặc dây đai được dẫn động riêng biệt, song song, mỗi dây mang một xe kéo với các túi được nối với nhau. Toàn bộ xe kéo được dỡ hàng tại trạm dỡ và sau đó nhanh chóng quay trở lại trạm xếp hàng.
Đổ đầy và niêm phong sản phẩm
Các giải pháp đổ đầy và niêm phong dạng ngang, dọc và bằng nhiệt giúp giảm chi phí đặt cáp và tủ chuyển mạch với IndraDrive Mi, cho phép chuyển đổi sản phẩm và định dạng một cách nhanh nhất với Rexroth FlexProfile, đồng thời chứa chức năng công nghệ mở rộng để tối ưu hóa kỹ thuật.
Đóng gói cho các gói đơn vị
Sau khi tiếp liệu, các thùng chứa được đưa đến khoảng cách chính xác. Một con dao sẽ cắt màng bọc theo chiều dài chính xác trước khi xếp chồng các thùng vào một nhóm. Cơ chế điều khiển bằng trợ động đảm bảo những thùng chứa được bọc xung quanh. Các thùng chứa được làm nóng trong ống co liền kề. Quá trình này đảm bảo việc đóng gói theo tiêu chuẩn và cố định.
Máy đóng gói hộp carton
Thùng carton được lấy ra từ nhà kho với sự hỗ trợ của bộ xả khí nén và sau đó được đưa vào túi của băng chuyền đồng bộ với bộ xếp thành dãy. Nhờ chức năng đĩa cam, các bộ phận cắt trước được xử lí một cách đồng bộ. Các bộ phận cắt trước được giữ trong chuỗi thời gian, được vận chuyển đến trạm tạo hình và được dán lại với sự hỗ trợ của vòi phun được điều khiển bằng điện tử.
Xếp hàng và tách dỡ
Máy xếp hàng hiển thị dưới đây được điều khiển thông qua 3 trục (X, Y, Z) cho phép sắp xếp sản phẩm theo ba chiều. Quá trình của đường ray và các điều kiện khung động học có thể được xác định trước hoặc được PLC tính toán theo mẫu pallet và các yếu tố ảnh hưởng bên ngoài. Các trục cổng được điều khiển bởi bộ điều khiển Robot-Control (RoCo). Máy bào chuyển động RoCo điều phối chuyển động của tất cả các trục cổng. Các trục khác, chẳng hạn như trục tiến dao và trục tháo, được điều khiển bởi PLC tích hợp. Nhờ việc sử dụng không gian tối ưu bằng máy xếp cổng, các pallet được loại bỏ ngay phía sau thanh giằng.
Dán nhãn và trang trí
Các thùng chứa được chuyển qua băng chuyền hoặc từ băng chuyền tải tích gom. Đĩa quay truyền động bởi động cơ trợ động có chức năng tiếp nhận các thùng chứa và đưa chúng vào bàn chứa. Bộ phận này hoạt động đồng bộ với trục vít cấp liệu và đĩa quay của máy dán nhãn. Máy dán nhãn chủ yếu chạy với tốc độ không đổi, nghĩa là tốc độ quay của bàn chứa được điều chỉnh theo quy trình.
YOU WIN.
Thích nghi
Trên hết, người dùng cuối luôn yêu cầu máy móc linh hoạt hơn cho quy mô lô nhỏ hơn, đồng thời vẫn đảm bảo tăng năng suất thông qua chuyển động linh động tối đa. Để thực hiện điều này, Rexroth đã tích hợp các chức năng phần mềm thích ứng trên điều khiển cũng như ở cấp độ bộ truyền động.
Đã kết nối
Chuẩn bị sẵn sàng cho máy móc sản xuất phục vụ Công nghiệp 4.0. Mạng lưới máy móc mới hiện giúp tiết kiệm chi phí một cách hiệu quả, đồng thời tối ưu hóa quy trình sản xuất và chất lượng sản phẩm: IoT Gateway cho phép kết nối liền mạch với môi trường Công nghiệp 4.0 mà không can thiệp vào logic tự động hóa.
An toàn
Bosch Rexroth cung cấp năng lực chung về an toàn chức năng đối với các sản phẩm phù hợp với toàn bộ tiêu chuẩn hiện hành. Chúng tôi hỗ trợ các nhà sản xuất máy bằng cách tạo điều kiện triển khai các giải pháp hệ thống hiệu quả về chi phí – trong các thành phần cũng như các giải pháp hệ thống bao gồm phần mềm.
Danh mục dịch vụ
Bosch Rexroth đem lại nhiều giải pháp dịch vụ được thiết kế để nâng cao năng suất và giảm thời gian ngừng hoạt động. Từ phụ tùng thay thế và sửa chữa đến hỗ trợ dịch vụ hiện trường, cải tiến và giải pháp dịch vụ kỹ thuật số, chúng tôi cung cấp sự hỗ trợ cần thiết để bạn không ngừng phát triển.