Industries
Overview- Agriculture and Forestry
- Automotive
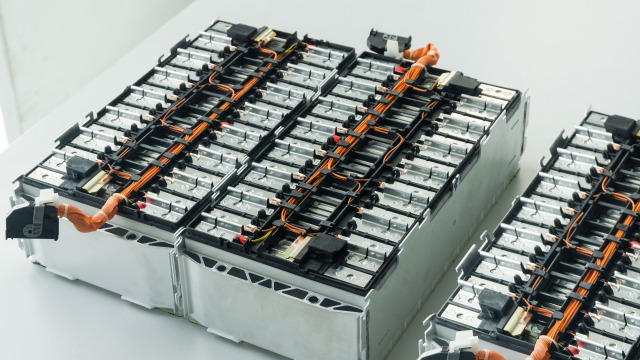
- Battery production
- Chemical processing
- Construction and Infrastructure
- Consumer goods
- Energy and Utilities
- Healthcare
- Hydrogen
- Logistics and Transport
- Materials and Resources
- Pharmaceutics
- Recycling and Waste handling
- Renewable energies
- Semiconductors and Electronics
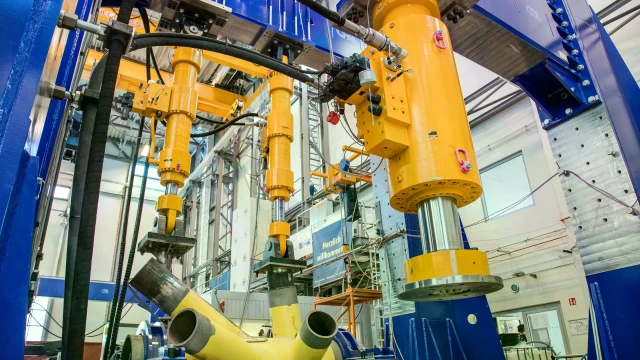
- Testing Technology
Service
OverviewProduct groups
OverviewEngineering
OvervieweConfigurators and Tools
Overview
United Kingdom