Industriehydraulik
Ölmanagement in Hydraulikanlagen: Der Schlüssel zu maximaler Verfügbarkeit – Ein Einblick von VOORTMANN
Elektrische Antriebe und Steuerungen
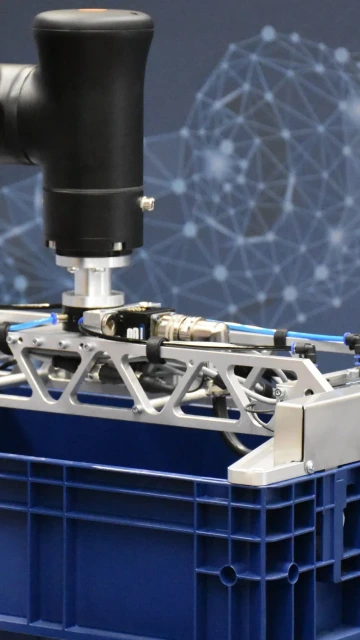
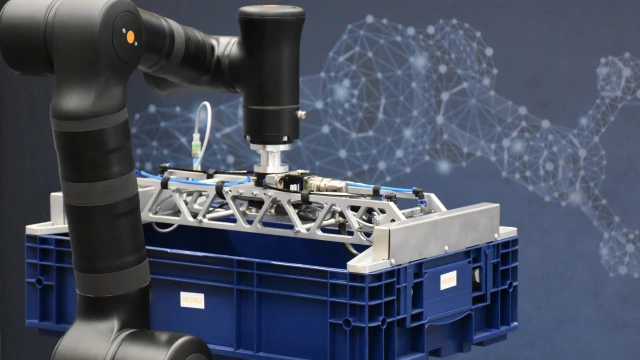
Maximale Flexibilität in der Fertigung mit einem Cobot
Lösungen für mobile Maschinen
Zaugg setzt auf Telematik-Komplettlösung von Bosch Rexroth
Mit System zur wirtschaftlichen Universalpresse
Hägglunds
Wo rohe Kräfte sicher walten
Mehr Leistung, mehr Präzision, mehr Digitalisierung
Mobile Robotik
Tech-Podcast: Die Zukunft der Robotik - Chancen, Herausforderungen und die Rolle der Integratoren
Tech-Podcast: Wie ROS die Automatisierung verändert
Unternehmen
Initiativen zur Reduzierung des eigenen Energieverbrauchs in der Produktion
Effiziente Hydraulik für den richtigen Mix
Lineartechnik
Lineartechnik: Wie Anwender damit jetzt noch schneller und einfacher automatisieren
Tech-Podcast: Digitalisierung in der Süßwarenindustrie
Customer Win Stories
Ducati: Innovative Motorradproduktion in Asien
Roboter und Servopresse: Fritten pressen, aber flott!
Hochpräzise fräsen, einfach automatisieren
Effizientes Flottenmanagement: So gelingt die Orchestrierung heterogener Fahrzeugflotten
Antriebe für Gummiwalzwerke: Hägglunds Hydromotor klarer Testsieger
BTicino setzt auf ACTIVE Shuttles Donizetti & Caravaggio im Bergamo Werk
Geprüfte Kaffeequalität dank der smarten Servopresse von Rexroth
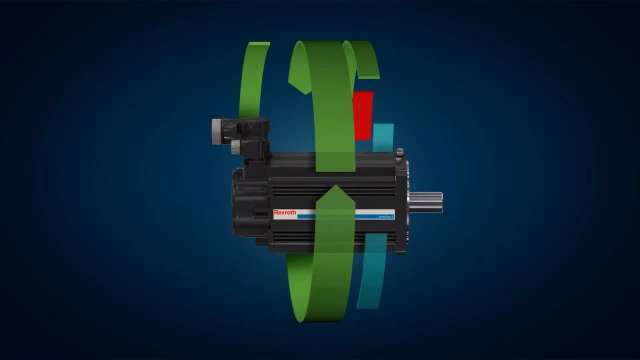
Remanufacturing: Elektrische Antriebe – Bereit für ein neues Produktleben – YOU DECIDE.
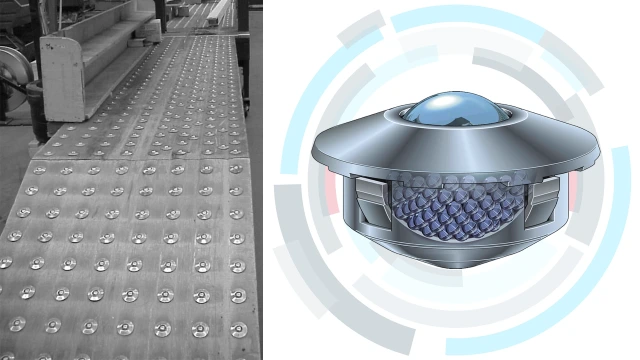
Hidden Champions der Fördertechnik: fünf Tipps für die richtige Auswahl von Kugelrollen
Errichtung einer Gesamtanlage mit CE-Zertifizierung
Lebensmittelverpackung: Synerlink schafft maximale Flexibilität
Smarte Druckversorgung in der Zündkerzenfertigung
Volle Power für AGVs
Schneller zur Servopresse mit intelligentem Subsystem
Transfersysteme auf der Überholspur
Predictive Analytics in der Recycling-Industrie
And the winner is: Smart Flex Effector mehrfach preisgekrönt
Vernetzte Zwillinge mit digitalem Mehrwert
Widerstandsschweißen
Die Sprache der Industrie 4.0 sprechen
Flexible Thermoformmaschine von UNIFILL mit Antriebstechnik von Bosch Rexroth
Off-Highway-Dashboards: Telematik-Daten effizient & maßgeschneidert bereitstellen
Das 5G-Campusnetz: Was leistet 5G für die Industrie?
Wie autarke Achsen Maschinen und Anlagen optimieren
Schweißen für alle: Wissen und Kräfte gebündelt